Роботизоване зварювання Mig ---- Рішення для зварювання стовпів вуличного ліхтаря
покажчик
1. Інформація про заготовку
2. Огляд рішення для роботизованого зварювання
3. Роботизований процес зварювання
4. Роботизоване рішення Конфігурація обладнання
5. Основна функція 6. Введення обладнання
7. Монтаж, налагодження та навчання
8. Перевірка та прийняття
9. Екологічні вимоги
10. Гарантійне та післяпродажне обслуговування
11. Додана документація
Роботизоване зварювання Застосування Відео
1, Інформація про заготовку
-Діаметр зварювального дроту: Ф1,2 мм
-Процес зварювання: зварювання в захисному газі/Mig-зварювання
-Тип зварного шва: тип прямої лінії, тип кола
-Захисний газ:99% CO2
-Метод операції: ручне завантаження та розвантаження, робот автоматичне зварювання
-Помилка встановлення:≤ 0,5 мм
-Очищення плити :металевий блиск можна побачити в зварному шві ів межах подвійної висоти зварного шва з обох сторін
2, Огляд рішення для роботизованого зварювання
Щоб підвищити ефективність роботи, відповідно до фактичної ситуації заготовки, фабрика Honyen надасть набір робочої станції зварювального робота, яку можна замінити різними інструментами, щоб бути сумісними з різними продуктами.Робоча станція складається з моделі робота: зварювального робота HY1006A-145, джерела зварювального живлення, спеціального зварювального пальника для робота, електричної шафи управління та кнопок, охолоджувача з водяним охолодженням, подвійних позиціонерів робочої станції, інструментальних приладів, захисного огорожі (опціонально) та іншого частини.
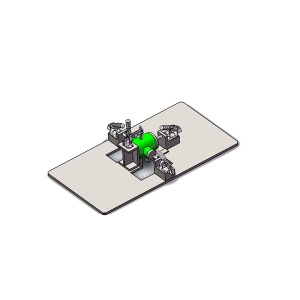
3, Введення роботизованої робочої станції Mig Welding
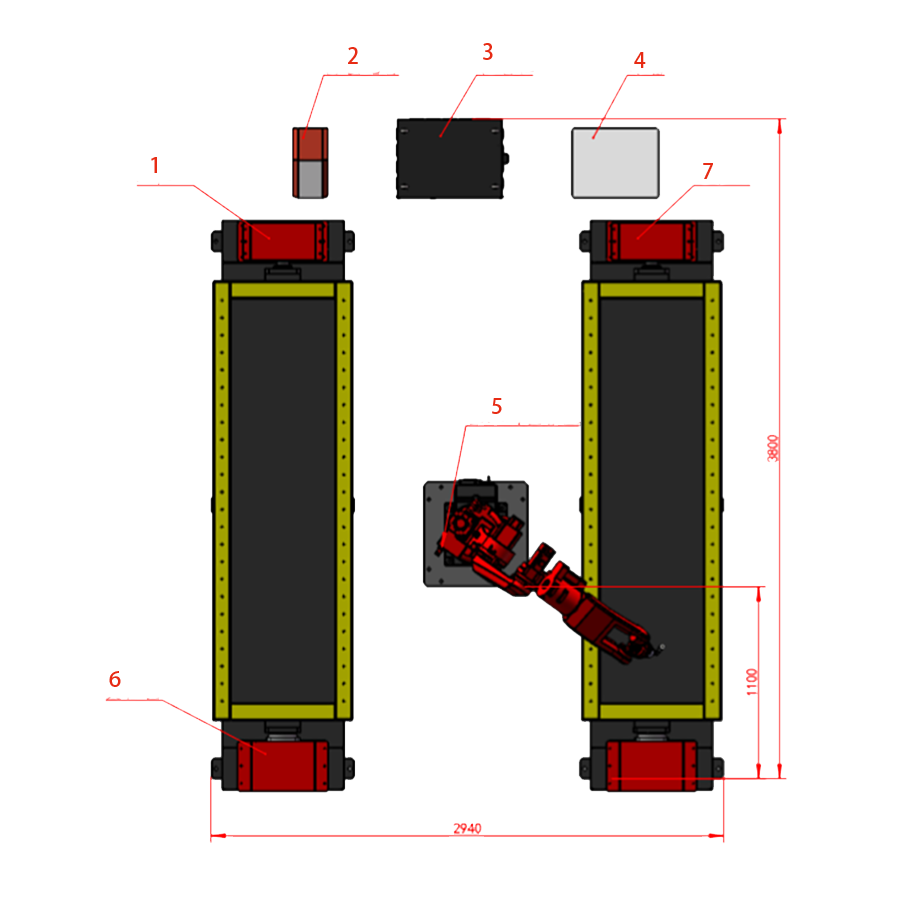
Макет робочої станції робота Honyen для дугового зварювання
1, робоча станція 1
2, Джерело зварювання
3, Контролер робота
4, Чиллер з водяним охолодженням
5, робот для дугового зварювання Honyen, HY1006A-145
6, Позиціонер
7, Робоча станція 2
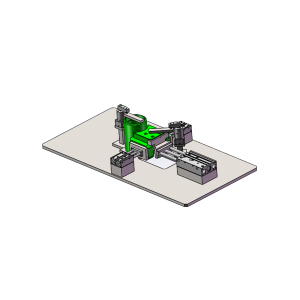
Кріплення для електричних опор
Кріплення для електричних опор 2
Рішення для роботизованого зварювання Макет 1
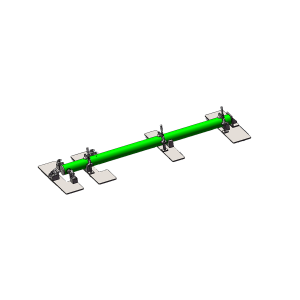
Пристосування для електричних стовпів 3
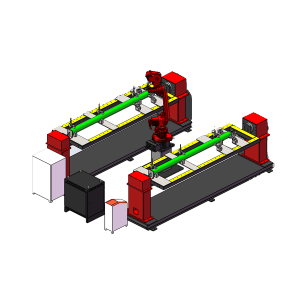
Рішення для роботизованого зварювання Макет 2
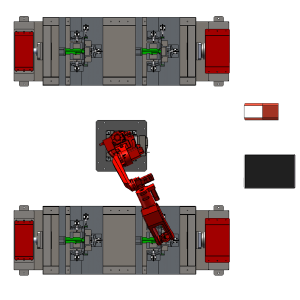
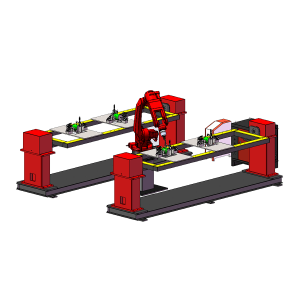
Роботизовані зварювальні рішення Макет 3
4. Роботизований процес зварювання I. Оператор завантажує заготовку на станції 1, після завантаження та затискання її.Оператор натискає кнопку запуску резервування робота 1, і робот починає автоматичне зварювання;
II.Оператор йде на станцію 2 для завантаження заготовки.Після завантаження заготовки оператор натискає кнопку запуску резервування робота 2 і чекає, поки робот закінчить зварювання;
III.Після того, як робот закінчить зварювання на станції 1, він автоматично виконує програму станції 2;
Ⅳ.Потім оператор розвантажує заготовку на станції 1 і завантажує нову заготовку;
В. цикл послідовно.
5. Роботизоване рішення Конфігурація обладнання
| Пункт | Модель | Кількість | Бренд | Зауваження | ||
| 1 | 1.1 | Тіло робота | HY1006A-145 | 1 комплект | Хоньєн | У тому числі корпус робота, шафа керування, навчальний програміст |
| 1.2 | Шафа керування роботом | 1 комплект | ||||
| 1.3 | Джерело зварювального струму | 1 комплект | Хоньєн | Зварювальник Megmeet | ||
| 1.4 | бак для води | 1 комплект | Хоньєн | |||
| 1.5 | Зварювальний пальник водяного охолодження | 1 комплект | Хоньєн | |||
| 2 | 1 осьовий позиціонер | HY4030 | 2 Комплект | Хоньєн | 2,5 м, навантаження 300 кг, номінальна вихідна потужність 1,5 кВт | |
| 3 | Електростанція управління | 2 Комплект | Хоньєн | |||
| 4 | Проектування, інтеграція та програмування системи | 1 комплект | Хоньєн | |||
| 5 | Огородження безпеки | 1 комплект | Хоньєн | За бажанням | ||
6. Основна функція Для забезпечення якості та ефективності зварювання роботизована система оснащена ідеальною функцією самозахисту та базою даних дугового зварювання.Основні функції такі:
Відновити вихідний шлях: коли потік захисного газу ненормальний, зварювальний дріт витрачається та тимчасово зупиняється під час зварювання, команду «продовжити зварювання» можна викликати безпосередньо після усунення несправностей, і робот може автоматично продовжити зварювання з будь-якого положення до підвішеного положення.
Виявлення і прогнозування несправностей: після спрацьовування тривоги робот отримує дані від керуючого пристрою, придумує деталі несправності та по черзі дає список деталей із високим рівнем несправності, відображає послідовність заміни компонентів та діагностики на комп’ютері, яку можна переглянути на місці за допомогою навчальної підвіски.Крім того, комп’ютер регулярно отримує дані роботи від робота, аналізує отримані дані, оцінює, чи є робочий стан робота нормальним, і підказує користувачеві впоратися з майбутньою несправністю.
Функція захисту від зіткнень: коли робот зварювальний пальник зіштовхується з зовнішніми предметами, пристрій запобігання зіткненню робота спрацьовує для захисту зварювального пальника та корпусу робота.
Експертна база даних: встановивши необхідні умови зварювання в програмі, ця система може автоматично завершити упорядкування зварного шва та налаштувати відповідні параметри зварювання.
Викладання та програмування: реалізувати програмування на місці за допомогою навчальної підвіски.
Плетіння зварювання: під час процесу зварювання робот може виконувати не тільки звичайне зварювання круглого типу, а також Z-тип.Це допомагає роботів реалізувати зварювальну функцію замовника відповідно до форми заготовки, щоб збільшити ширину зварного шва з міцністю зварювання та гарною продуктивністю зварювання.
Відображення стану: робот може відображати робочий стан всієї системи робота за допомогою підвіски навчання, включаючи стан роботи програми, зміни параметрів процесу зварювання, зміни параметрів системи, поточне положення робота, записи історії виконання, сигнали безпеки, записи тривоги тощо, щоб клієнти могли своєчасно розуміти стан роботи системи та заздалегідь запобігати проблемам.
Вхідні / вихідні файли: файли системи роботи та програмні файли в системі робота можуть зберігатися на SD-карті всередині контролера робота, а також можуть бути збережені на зовнішньому обладнанні.Програми, написані програмним забезпеченням для автономного програмування, також можна завантажувати в контролер робота. Це допомагає клієнтам регулярно створювати резервні копії системних файлів. Після виникнення проблеми в системі робота ці резервні копії можна відновити для вирішення проблем робота.
7, Введення обладнання HY1006A-145 – це високопродуктивний робот з інтелектуальними функціями.Підходить для зварювання та різання в захищеному газі.Його характеристика - невелика вага і компактна конструкція.
Для дугового зварювання компанія Honyen успішно розробила легкий і компактний кронштейн, який не тільки забезпечує оригінальну надійність, а й забезпечує чудові економічні характеристики.
Honyen використовує найсучаснішу сервотехнологію, яка може покращити швидкість і точність роботи робота, звести до мінімуму втручання оператора та підвищити ефективність роботи при зварюванні та різанні в захисті від газу.
| Вісь | Корисне навантаження | Повторюваність | Потужність | Навколишнє середовище | Вага | Установка |
| 6 | 10 | 0,08 | 6,5 кВА | 0~45℃20~80% RH (без вологості) | 300 кг | Земля/Стеля |
| Діапазон руху J1 | J2 | J3 | J4 | J5 | J6 | Рівень IP |
| ±170° | +80°~-150° | +95°~-72° | ±170° | +115°~-140° | ±220° | IP54/IP65 (зап'ястя) |
| Максимальна швидкість J1 | J2 | J3 | J4 | J5 | J6 | |
| 158°/с | 145°/с | 140°/с | 217°/с | 172°/с | 500°/с |
Повний китайський операційний інтерфейс, який можна змінити на англійську за допомогою повної роботи з клавіатурою
Підтримка різних комунікацій, включаючи інтерфейс введення-виводу, Modbus, Ethernet тощо.
Підтримка з'єднання з кількома роботами та іншим зовнішнім обладнанням
Барвистий сенсорний екран великого розміру
Налаштований пристрій проти зіткнення, що захищає руку робота та зменшує перешкоди
Робота керування рухом забезпечує оптимальне планування шляху
Сотні вбудованих функціональних пакетів і функцій спрощують програмування
Через SD-карту зручно створювати резервні копії та копіювати дані
Позиціонер
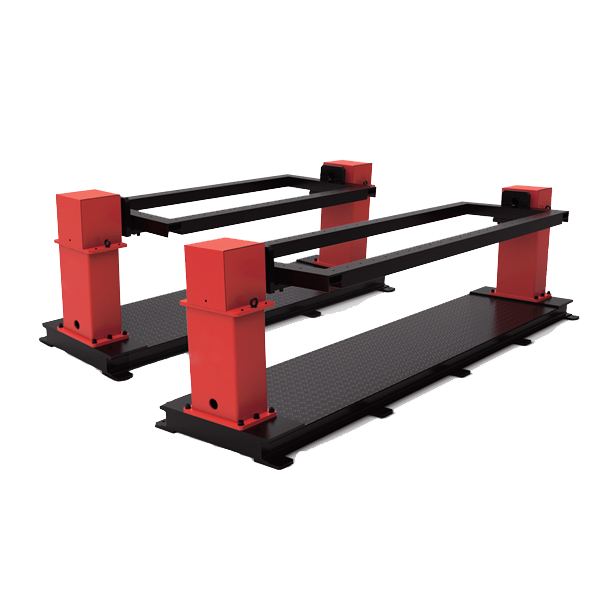
Подвійний опорний позиціонер Honyen Head-tail, який використовується для обертання заготовки, взаємодії з роботом, досягнення хорошого положення для зварювання та досягнення хорошої продуктивності зварювання
Зварювання Джерело живлення

Megmeet Ehave cm 500h / 500 / 350 серії повністю цифровий промисловий важке навантаження * CO2 / MAG / MMA інтелектуальний зварювальний апарат
8. Монтаж, налагодження та навчання
Перед доставкою робототехнічна система буде зібрана та повністю функціональна перевірена в нашій компанії.Замовник доставить свої деталі в нашу компанію для пробного зварювання та попередньої приймання перед поставкою.Під час попередньої приймання оператори Замовника пройдуть початкову технічну підготовку.
План монтажу та технічні вимоги будуть представлені замовнику за 15 днів до встановлення, і замовник повинен своєчасно підготуватися відповідно до вимог.Наша компанія направить інженерів для виконання монтажу та введення в експлуатацію системи на місці користувача.За умови забезпечення замовником достатньої кількості пусконалагоджувальних заготовок час від програмування введення в експлуатацію, навчання персоналу до масового пробного виробництва не повинен перевищувати 10 днів.Наша компанія навчає користувачів програмуванню, експлуатації та обслуговуванню систем роботів для клієнтів, а слухачі повинні мати базові знання комп’ютера.
Під час монтажу та введення в експлуатацію замовник надає необхідні інструменти, такі як підйомне обладнання, навантажувач, троси, ударний дриль тощо, а також надає тимчасову допомогу під час розвантаження та монтажу.
Наша компанія відповідає за керівництво, монтаж, введення в експлуатацію обладнання та навчання оператора.Наша компанія відповідає за технічне обслуговування та навчання експлуатації.Оператор обслуговуватиме обладнання самостійно.Зміст навчання: принцип будови обладнання, загальне усунення несправностей електрики, ознайомлення з основними інструкціями з програмування, навички програмування та методи програмування типових деталей, ознайомлення та запобіжні заходи з панеллю керування обладнанням, практика експлуатації обладнання тощо.
9. Перевірка та приймання
Попередня приймання здійснюється в нашій компанії за участю відповідних працівників обох сторін.Під час попередньої приймання заготовки повинні бути перевірені відповідно до точності заготовки, наданої замовником, зварюватися лише кваліфікована заготовка, і має бути виданий звіт про передприймальні випробування.Після завершення приймання робот буде доставлено.Для забезпечення попереднього приймання буде надано 3 заготовки для нормального виробництва.
10Екологічні вимоги Вимоги безпеки: газ та запасні частини, які використовуються користувачами, повинні відповідати відповідним національним стандартам.
Джерело повітря розташовують на відкритому повітрі, на відстані не менше 15 м від вогню та не менше 15 м від газу та кисню.Джерело повітря має підтримувати хороші умови вентиляції та знаходитися в прохолодному місці, подалі від вітру.
Перед використанням робота необхідно перевірити всі газові контури.Якщо є витік повітря, його необхідно усунути, щоб переконатися, що не було помилки.
під час регулювання тиску та заміни газового балона оператор не повинен мати на руках масляних речовин.
вологість навколишнього середовища: загалом, вологість навколишнього середовища становить 20% ~ 75% RH (у разі відсутності конденсату);Короткочасно (протягом 1 місяця) відносна вологість менше 95% (іноді без конденсату).
стиснене повітря: 4,5 ~ 6,0 кгс / см2 (0,45-0,6 МПа), фільтруючий масло і вода, ≥ 100 л / хв
Фундамент: мінімальна міцність бетону С25, мінімальна товщина фундаменту 400 мм
вібрація: тримайтеся подалі від джерела вібрації
джерело живлення: джерело живлення всього виробленого електричного та електронного обладнання має трифазну напругу змінного струму 50 Гц (± 1) і 380 В (± 10%) для забезпечення первинного заземлення джерела живлення.
Послуги на сайті, що надаються клієнтами:
всі необхідні підготовчі роботи перед доставкою, такі як фундамент, необхідні зварювальні роботи, кріплення допоміжних інструментів тощо.
розвантаження та транспортування на місці замовника.
11. Гарантійне та післяпродажне обслуговування Гарантійний термін зварювання джерела живлення становить 12 місяців.
Гарантійний термін на корпус робота 18 місяців.
У разі виходу з ладу або пошкодження під час нормального використання і на обладнання діє гарантійний термін, наша компанія може відремонтувати або замінити деталі безкоштовно EXW (за винятком витратних матеріалів, засобів технічного обслуговування, захисних трубок, індикаторів та інших витратних матеріалів, спеціально призначених нашою компанією).
Для вразливих деталей без гарантії наша компанія обіцяє нормальний термін служби та ціну постачання уразливих деталей, а обладнання має стабільний канал постачання обладнання до п’яти років.
По закінченні гарантійного терміну наша компанія продовжуватиме надавати довічне платне обслуговування та надавати комплексну технічну підтримку та необхідні аксесуари для обладнання.
12. Додана документація Монтажні креслення: креслення фундаменту обладнання та монтажні креслення обладнання
◆ проектні креслення: креслення приладів та обладнання
◆ Керівництво: інструкція з експлуатації обладнання, інструкція з обслуговування та інструкція з експлуатації робота
◆ аксесуари: список поставки, сертифікат і гарантійний талон.



